ECA – Eddy Current Array testing (Traceable computed 3D imaging of test zone)
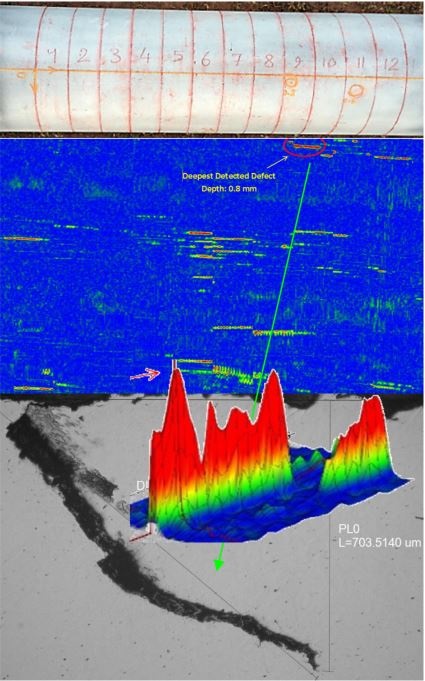
Fast detection and discrimination of defects with Full Tracable Data Recording. Following photograph showing 300NB petroleum pipe with several surface opening discontinuties. Colour palleted image shows plan view of the circumferential surface of the pipe, 3D model of the crack showing variation in crack depth and the confirmed crack depth by microstructural examination. Flexible probe as shown below was used on the ferrous steel surface.

ECA testing utilizes arrays of coils that activate in sequences. ECA can detect surface defects, far surface corrosion & shallow subsurface defects. ECA probes can be formed to enable single-pass scanning of complex shaped geometries. LMATS has acquired the latest Eddyfi E64 unit for examination of ferrous & non-Fe materials (AS 4544), welds (ISO 17643), tubes (AS 2084, ASME V Art 8). Production welds can be tested using ECA in accordance with AS 4037, AS 1210, AS 4041. This Advanced NDT Eddy Current Array Testing method allows customers to replace MPI & DPI thus providing a traceable computed 3D test area scanned image, an electronic image similar to a Radiographic image.
Fe & Non-Fe weld testing in single pass
Speed = 12meter/minute, coverage = 50mm Simultaneous scan of weld cap, toe & HAZ, precise measurement of depth to 10mm
Ideal applications:
Need for encoded computed 2D/3D test zone imaging to replace non-traceable MT – Magnetic Particle test and PT – Penetrant test results. No need to remove surface coating and greasy dirt. No need of chemicals before, during or after testing for cleaning
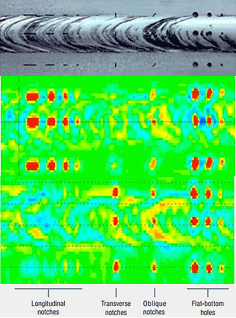
- Faster testing and detection of longitudinal, obique and transverse cracks (to 10mm deep) in a single pass (50mm coverage, 12metre per minute scan speed, simultaneous scan of weld cap, toe area and HAZ) using tangential ECA
- Precise detection, sizing & location of discontinuities in heat exchanger tubes, Pressure vessels, pipelines and tanks, power generation and petrochemical high pressure pipes, tank welds, Rails, rail welds, Rail axles, wind towers, mining & Infrastructure, large gears, etc
- Corrosion & thickness mapping of tank floor plates, shell walls and piping wall
- Micro-cracking detection in Aircraft and marine parts, around wing fasteners, turbine disks, and blisk, turbine components e.g. Dovetails, Blades (leading edge, gas path, root), generator slots, retaining rings, rotor bores, boreholes
- Critical crack sizing and monitoring of fatigue cracks, creep cracks and stress corrosion cracks.
Contact one of the Australia wide LMATS Laboratories near you for your project requirements. Currently LMATS provides on-site ECA surface testing services from its laboratories in Melbourne (VIC), Sydney (NSW), Brisbane (QLD), Albury (NSW), Perth (WA), Newcastle (NSW). LMATS regularly performs on-site ECA surface testing in Victoria, New South Wales, Queesnland, SA - South Australia, TAS - Tasmania, NT -Northern Territory, Western Australia and some of the countries in South-East Asia.
see Advanced NDT ECA Tube Inspection
To find out more about LMATS Advanced NDT Tracable ECA Inspection Capabilities simply call us or contact us +61 3 9399 9199 or via the form
LMATS provides on-site PAUT services from its laboratories in Melbourne (VIC), Sydney (NSW), Brisbane (QLD), Albury (NSW), Perth (WA), Newcastle (NSW). LMATS regularly performs on-site PAUT Victoria, New SouthWales, Queesnland, SA - South Australia, TAS - Tasmania, NT -Northern Territory, Western Australia and some of the countries in South-East Asia.
