
Ultrasonic tubing testing and inspection using the Internal rotary inspection system (IRIS) method
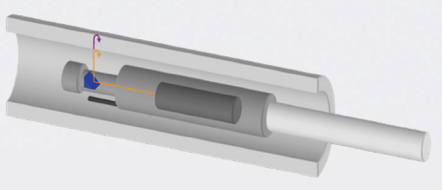
Internal rotary inspection system (IRIS) Tubing Inspection is essentially an immersion technique ultrasonic test method. While the tube under test is flooded with water, IRIS transducer generates ultrasonic pulse parallel to the axis of the tube. Flooded water at approximately 400kPa drives a small turbine to rotate mirror in the transducer assembly that directs the ultrasonic wave into the tube wall; normal to the tube wall. As the ultrasonic wave propagates through the flooded water and hits the tube wall internal surface; some of the ultrasonic energy is reflected by the internal surface and the rest is transmitted through the tubes wall which is then reflected by the outer surface. Using the known Ultrasonic velocity in the test material and the flight time of the ultrasonic waves, remaining wall thickness of the tube wall or the detectable defects can be calculated.
Fast, Accurate, Traceable a digital paper trail
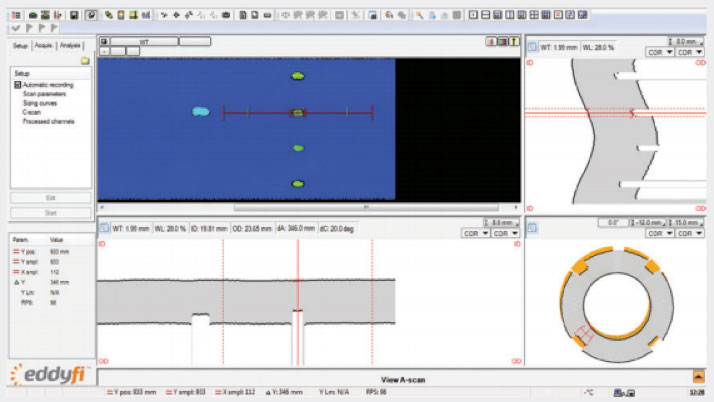
Internal rotary inspection system (IRIS) Tubing Inspection ultrasonic test method is employed for testing of pipes and tubes in boilers, heat exchangers and fin-fan tubes. The IRIS probe is inserted into a tube flooded with water, and the probe is pulled out slowly as the data is displayed and recorded. The ultrasonic beam allows detection of metal loss from the inside and outside of the tube wall.
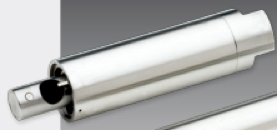
The IRIS probe consists of a rotating mirror that directs the ultrasonic beam into the tube wall. The mirror is driven by a small turbine that is rotated by water pressure. As the probe is pulled the spinning motion of the mirror results in a helical scan path. The IRIS probe must be moved very slowly (approximately 2.5 cm/s) to produce very accurate results (wall thickness measurements typically accurate to within 0.13 mm).
Before the examination, tubes must be cleaned on the inside to bare metal. Dirt or debris in the water may cause the turbine to jam. Works for tube diameters of 13 mm and above. Special centralizing devices are needed for larger diameters. Not sensitive to cracks aligned with tube radius.
Ideal Applications:
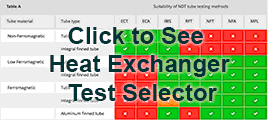
- Most ideal for ferromagnetic heat exchanger tubes, but IRIS can be used on any metallic material.
- IRIS ultrasonic testing is perfect for metal loss measurements on both types of tubes.
- Very accurate wall thickness measurement technique
- Typical smallest detectable discontinuity is through-hole of diameter 1.6 mm equivalent.
- Can detect discontinuities under the tubesheet.
- Can pass heat exchanger bends, but will not detect defects in bends.
Compared to conventional ultrasonic testing or eddy current testing, Internal rotary inspection system (IRIS) ultrasonic test instruments and probes are complex and expensive and requires highly trained, skilled and experienced technicians.
LMATS uses Eddyfi Ectane 2 unit for IRIS test method. LMATS professionals are trained and experienced in IRIS – Internal Rotary Inspection System- ultrasonic tube testing
LMATS offers (IRIS) - Ultrasonic tube testing and inspection using the Internal rotary inspection system from our Melbourne, Sydney, Brisbane, Albury, Malaysia and India laboratories.
LMATS regularly performs on-site (IRIS) - Ultrasonic tube testing all over Australia in VIC -Victoria, NSW - New SouthWales, QLD - Queesnland, QLD - Brisbane, SA - South Australia, TAS - Tasmania, NT -Northern Territory, WA - Western Australia and some of the countries aroung the world.
To find out more about LMATS Advanced NDT Tracable Inspection Capabilities of Ultrasonic tube testing and inspection using the Internal rotary inspection system (IRIS) simply call us or contact us +61 3 9399 8145 or via the form
