
Rail Inspection services
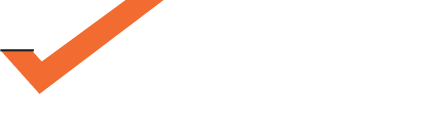
LMATS regularly undertake Rail Weld Joints inspection services using various inspection methods for the inspection of rail flash but welds and Aluminothermic welding "Thermite" procedures.
LMATS has ILAC MRA recognized accreditation pre-shipment inspections a product tested once and accepted everywhere

LMATS provides independent second line checks the manufacturer’s own inspection processes, carried out on either a second or third-party basis. This review not only ensures that the manufacturers are carrying out the correct checks and inspections but witnesses a sample set and identifies additional non-compliances or improvements throughout the process.
In-Service Rail Failures can have catastrophic effects on the bottom line whether it is from derailments causing large production losses to speed restrictions on the rail system
- 10% of joints are Aluminothermic welds
- 90% of joints are Flash Butt welds
- 90% of failures are in Aluminothermic welds



Majority of our work is qualification testing
In addition to inspection for mandatory compliance LMATS have many years of experience in the inspection of quality, finish and customer compliance issues, particularly final customer inspections.
In accordance with AS 1085.20-2012, Appendix F and Table M2
In accordance with AS 1085.20-2012, Appendix E and Table M2
Surface Alignment (Top and Alignment)
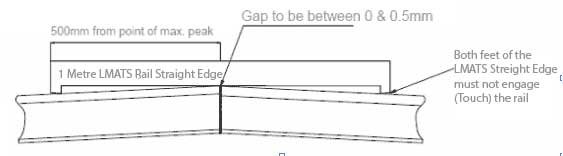
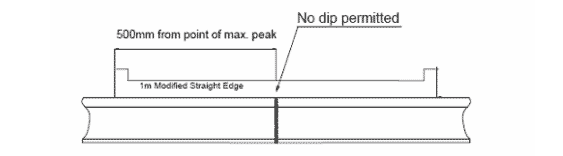
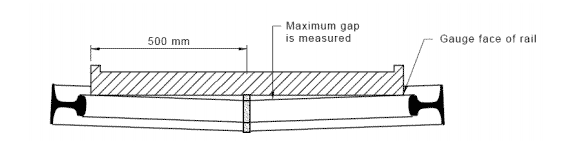
The recorded value is the measured gap, This should usually be no more than 0.5mm
NOTE: For a curved track, the gap is not covered in this standard
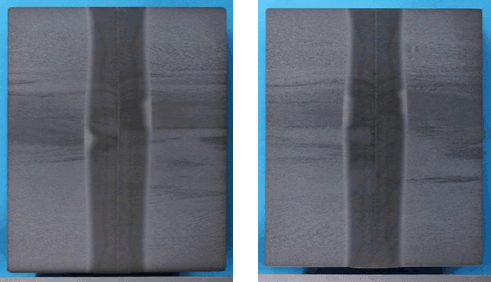
In accordance with AS 1085.20-2012, Appendix H, I and Tables M2 and N3
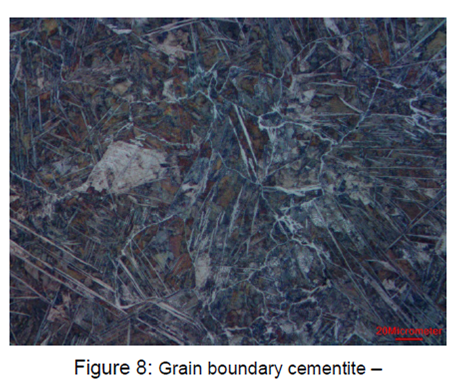
Microstructure: & Martensite:
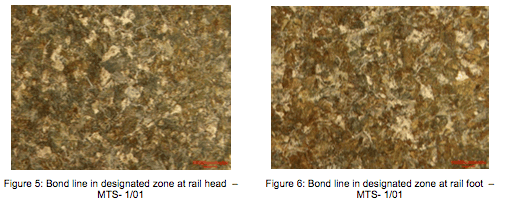
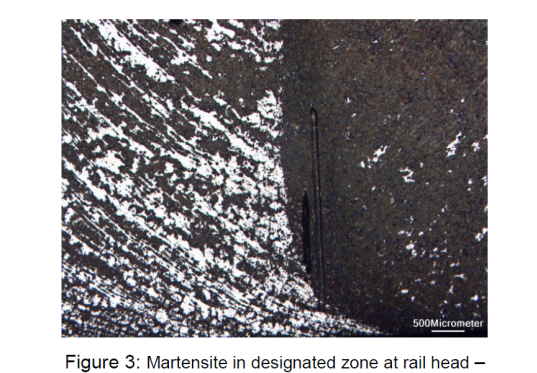

In accordance with AS 1085.20-2012, Appendix K and Table M2 and N3

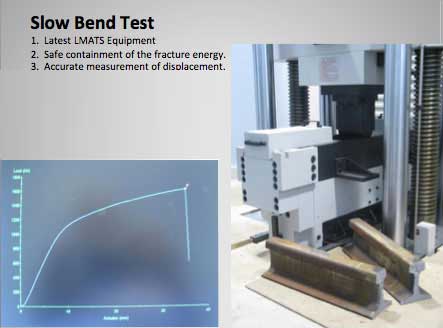
In accordance with AS 1085.20-2012, Appendix L3

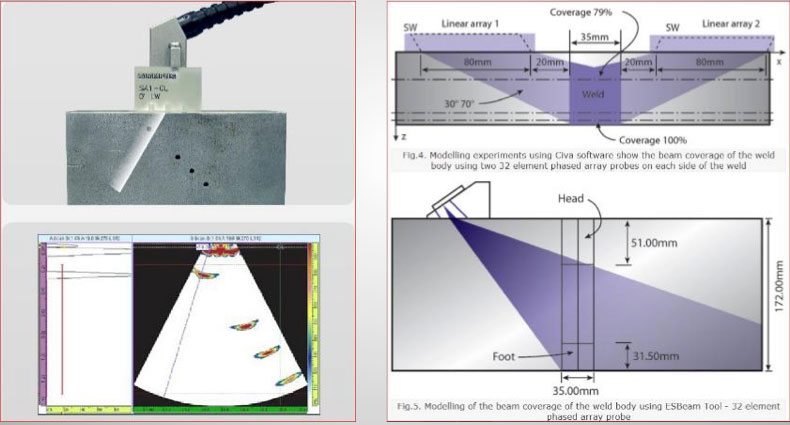
LMATS offers advanced rail inspection availability on request.
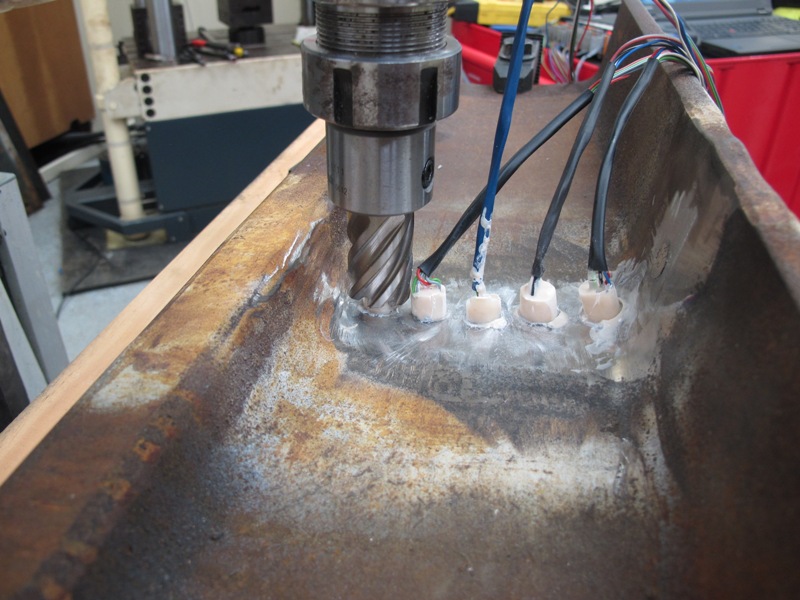
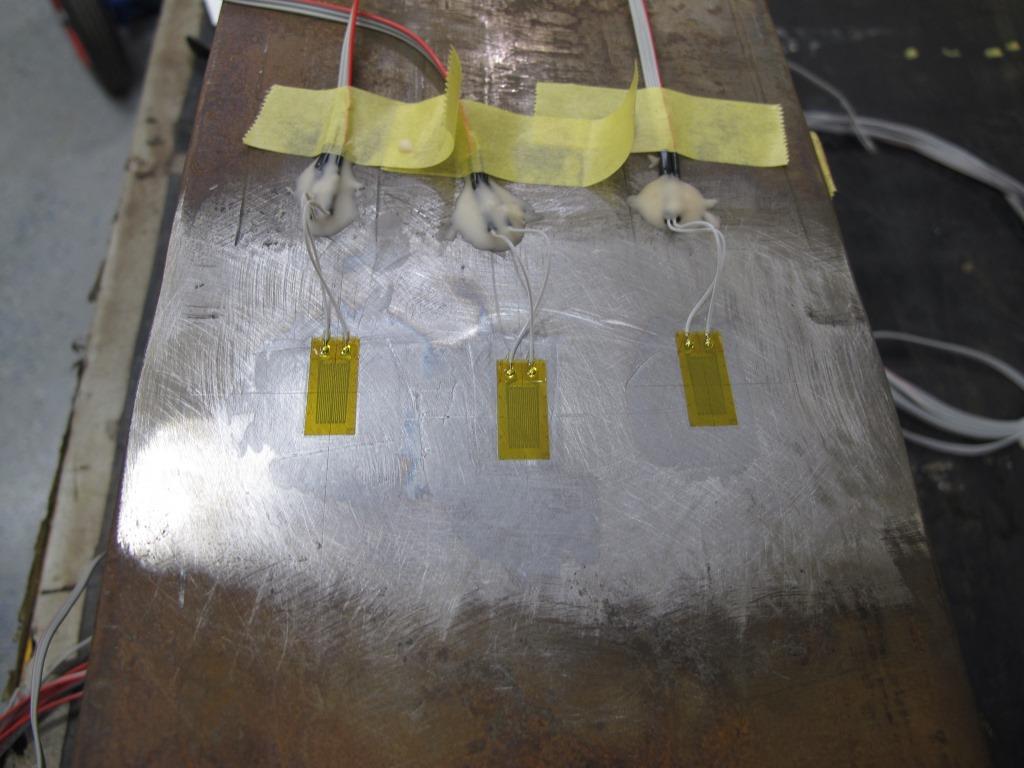
Multiaxial Strain gauges are applied to the rail web and foot in line with the weld. A broach is then used to remove the material around the strain gauge while measuring the strain.


In accordance with AS 1085.20-2012, Appendix J and Table N3
By the method of Optical Emission Spectroscopy (OES)

Want to know more about LMATS Rail Inspection Services and how we can assist you. Simply call us or contact us through our form
