
The Process of Welding
Welding is an engineering process that joins components or parts of similar or dissimilar compatible materials.
This is often done by melting the joining interfaces of the objects and adding a filler material to form a pool of molten material which forms a permanent joint after solidification.
Common welding process are MMAW, SMAW, GMAW, GTAW, PAW, SAW, FCAW, Oxygen-Fuel Welding, Resistance spot and seam weld, Thermit weld, Explosion weld, flash welding.
There are numerous variables in these processes when uncontrolled can contribute to inadequate or unacceptable weld joint. As a standard practice, a weld sample is produced prior to commencing the final welding of the product. All welding variables are controlled and recorded when welding the weld sample or coupon.
Weld Test Coupons
These welded coupons are then tested to ensure that the weld joint will be of acceptable quality. The welded sample or coupon is often tested at various stages of fabrication such as for Welding Procedure Qualification Record (WPQR), to qualify Welding Procedure Specification (WPS), to qualify welder as Welder Qualification Record ( WQ or WQR) and to accept the final product in the form of Production Weld test.


Typical Testing
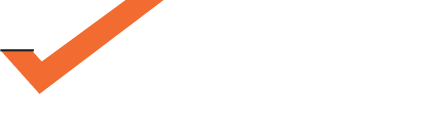
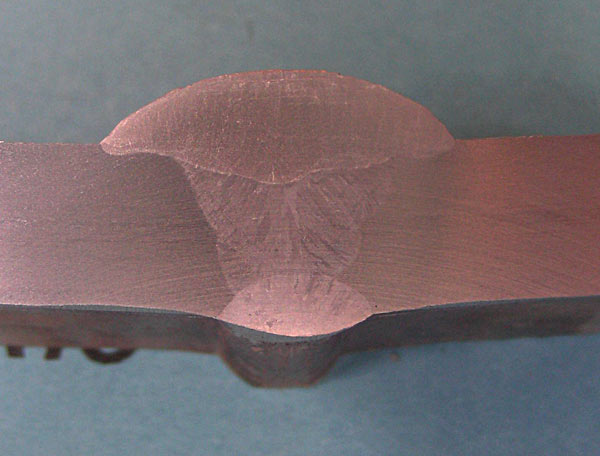
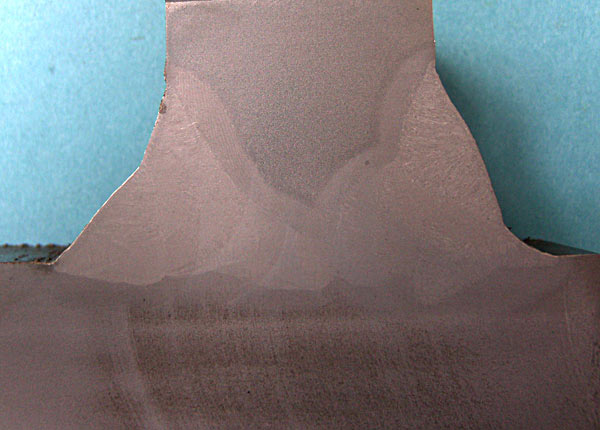
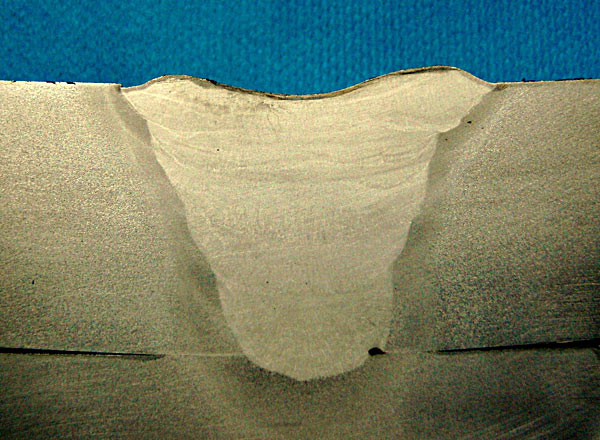
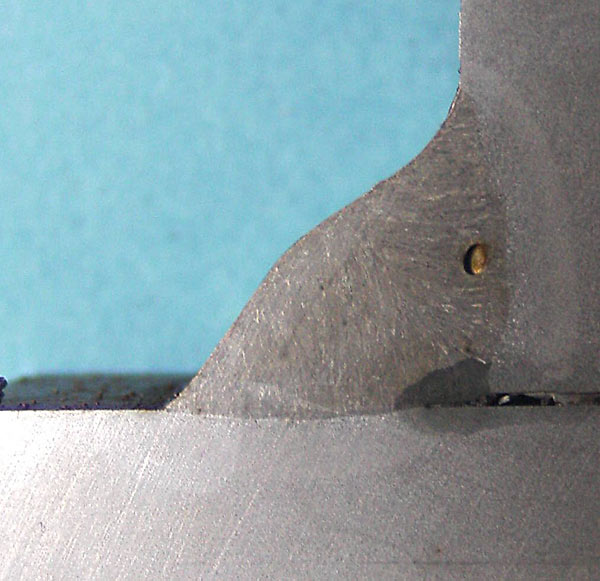
Testing typically includes visual inspection, non-destructive testing such as Radiographic examination (RT), Ultrasonic testing (UT or UFD), Magnetic Particle test (FMPI or MPI or MT) and Liquid Dye Penetrant Test (DPI or PT) followed by appropriate mechanical tests such as weld tensile tests, transverse tests, longitudinal bend tests, transverse bend tests, impact tests, macro examination or macro tests, hardness surveys, weld fracture tests, nick break tests, fillet break tests, corrosion resistance tests, metallographic tests, microstructure tests, ferrite count tests, ferrite number tests, post weld heat treatment or stress relieving and chemical analysis.
Weld testing is performed every hour in LMATS laboratories.
Stages of Fabrication
The welded sample or coupon is often tested at various stages of fabrication such as for Welding Procedure Qualification Record (WPQR), to qualify Welding Procedure Specification (WPS), to qualify welder as Welder Qualification Record ( WQ or WQR) and to accept the final product in the form of Production Weld test.
LMATS provides Welding Procedure Specification (WPS), Weld Procedure Development, Welding Procedure Qualification record Witnessing (WPQR), Welder Qualification Witnessing (WQR), WPQR Weld Qualification, Welder (Performance) Qualification, Visual examination, Visual Inspection of welds, Non-destructive examination of welds, all mechanical tests, welding machine calibration as required by several standards. Weld qualification tests are performed on the sample welds welded for these purposes.


Standards and Specifications
LMATS performs tests in accordance with AS 3992, AS 1210, AS 4041, AS 4037, AS 2885.2 Tier 2, AS 1554.1, AS 1554.2, AS 1554.3, AS 1554.4, AS 1554.5, AS 1554.6, ASME IX, AWS D1.1, AWS D1.2,. AWS D1.3, AWS D1.4, AWS D1.5, AWS D1.6, ISO 15614.1, ISO 15614.2, ISO 15614.3, ISO 15614.4, ISO 15614.5, ISO 15614.6, ISO 15614.7, ISO 15614.8, ISO 15614.11, ISO 15614.12, ISO 15614.13, ISO 9606.1, ISO 9606.2, ISO 9606.3, ISO 9606.4, ISO 9606.5, EN 287.1, EN 287.2, EN 287.3, EN 287.4, EN 288.1, EN 288.2, EN 288.3, EN 288.4, DNV F101, API 650, EXXON Mobil, ESSO Shell specification and similar national and international standards.
