

Our Services
With over 600 accredited testing methods and cutting-edge technology.





About LMATS
Leading the Way in Advanced Testing & Inspection
LMATS is an ISO/IEC 17025 and ISO 17020 accredited Australian company delivering over 600 methods of testing, inspection, and assessment across multiple industries.
Established: 2008 in Melbourne
National Presence: 10+ locations across VIC, NSW, QLD, WA
Projects Delivered: 100,000+
Clients Served: 200+ government departments, 3000+ companies
Powered by cloud-based OMS software with Level 3 NDT professionals and engineering qualifications. Your trusted partner for precision testing, sustainability-driven solutions, and real-time insights.
Learn More About Us
LECO Carbon & Sulphur Determination for Steel Plants and Foundries
Carbon and Sulphur analysis with a LECO Infrared Combustion Analyzer
LMATS are pleased to announce the addition of LECO carbon and sulphur analysis by combustion analysis to our range of analytical services.
LMATS has an extensive range of Testing Solutions offering our customers the unmatched capability of applications for the chemical analysis of steel.
LMATS are in the process of being assessed by NATA, Australia to detect Carbon & Sulphur content in steel enabling you to meet and comply with Standards.
LMATS is a world leader in independent chemical analysis, including carbon and sulphur testing.
LMATS can detect Carbon & Sulfer content in your steel enabling you to meet and comply with various Standards by using a LECO Infrared Combustion Analyzer.
The infrared absorption method after combustion in an induction furnace is a standard method that enables the analysis of trace amounts of Carbon and Sulphur in metals, ores, ceramics, and other inorganic materials. Many industries can benefit from this technique to accurately determine the carbon and sulphur content of either purchased or manufactured products. This technique relies on the principle that combustion gases CO2 and SO2 absorb infrared (IR) energy at unique wavelengths within the IR spectrum.
LMATS uses the LECO CS744 technology with the ability to accurately analyze carbon content between 0.002% to 6% and sulphur content between 0.002% to 1.75%. The LECO CS744 provides the benefit of an improved construction design and technology that minimizes ambient influence to deliver more reliable results.
 LECO Carbon and Sulphur analysis by combustion
LECO Carbon and Sulphur analysis by combustion 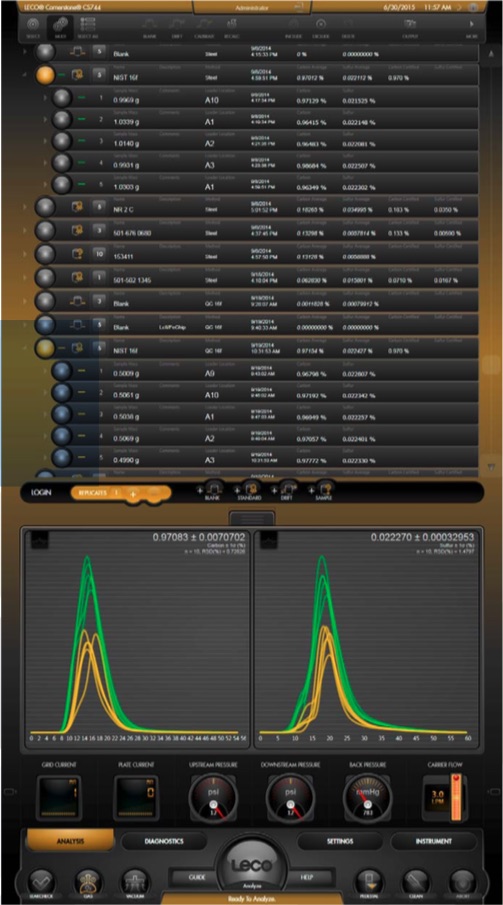
This technique requires a small amount of sample for analysis, approximately two grams is adequate. The sample will be combusted in a RF inducted furnace where a stream of oxygen will ensure that all carbon and sulphur oxidize to carbon dioxide (CO2) and sulphur dioxide (SO2) respectively. The combustion gases pass through non-dispersive infrared (NDIR) cells, the device will detect carbon and sulphur and quantify their amounts.
LMATS can deliver the above carbon and sulphur analysis according to the following international Standard and if possible, client in-house specifications.
| Standard | Released | Title |
|---|---|---|
| ASTM E 1941 | 2010; reapproved 2016 |
Standard Test Method for Determination of Carbon in Refractory and Reactive Metals and their Alloys by Combustion Analysis |
| ASTM E 1019 | 2011 | Standard Test Methods for Determination of Carbon, Sulphur, Nitrogen, and Oxygen in Steel, Iron, Nickel, and Cobalt Alloys by Various Combustion and Fusion Techniques |
| DIN 24935 | 1992 | Determination of sulfur content of steel and iron by infrared absorption spectroscopy after combustion in an induction furnace |
| DIN EN ISO 9556 | 2002 | Steel and iron - Determination of total carbon content - Infrared absorption method after combustion in an induction furnace |
| DIN EN ISO 15349-2 | 2003 | Unalloyed steel - Determination of low carbon content - Part 2: Infrared absorption method after combustion in an induction furnace (with preheating) |
| DIN EN ISO 15350 | 2010 | Steel and iron - Determination of total carbon and sulfur content - Infrared absorption method after combustion in an induction furnace (routine method) |
| ISO 13902 | 1997 | Steel and iron - Determination of high sulfur content - Infrared absorption method after combustion in an induction furnace |
LMATS applies the LECO infrared absorption method after combustion analysis on the following regular industry applications:
- Analysis of drillings/burrs from live pipelines for carbon equivalent determination for welding purposes
- Tiny metallic objects in confectionary, metallic filings in engine oil, or tiny residues from failed parts to assist with failure investigations
- Confirmation testing for ferrous materials with specified carbon and sulphur limits.
In addition to carbon and sulphur analysis by the infrared absorption method, LMATS has an extensive range of Testing Solutions offering our customers the unmatched capability of applications for the chemical analysis of steel.
LMATS highly qualified staff can arrange for regular process audits for carbon and sulfur analysis of metals.
LMATS highly qualified staff can analyse the carbon and sulphur content for Pre Shipment and Post Delivery inspection before acceptance, for product quality confirmation.
LMATS has the ability to test metal composition by Chemical testing using various methods including, Inductively Coupled Plasma Atomic Emission Spectrometer (ICP-AES) ICP Spectroscopy, Optical Emission Spectroscopy (OES) O.E.S Spectroscopy, Positive Material Identification PMI - XRF Spectroscopy
Contact us at one of the LMATS laboratories near you to discuss your LECO Carbon and Sulphur determination requirements. Quick contact on phoneline +61 3 9399 8145 or via the online form
LMATS copper wire assessments
Copper wire chemical analysis
Copper wire mechanical properties
Copper wire tinning test
As per AS 1574:1996 Clauses 2.2, 2.4, 2.8, 3.7.6
Tin is a very useful plating for copper because it not only helps to boost copper’s properties, it also helps the wire to last much longer than it would in an uncoated or raw ( bare ) condition.
In fact, a 12 gauge tin coated copper wire can last up to ten times longer than a similar 12 gauge bare ( unplated ) copper wire.
As tin resists corrosion and doesn’t oxidize the plating helps to protect the substrate of copper. This wards off additional wear and tear that would detract years off the life of a bare copper cable or wire. This is especially so in instances where the operating temperatures of the wire exceed 100 degrees Celsius. At these higher temperatures, the corrosion resistance of copper declines rapidly, making a tin coating valuable for protecting the wire in this state. It is also highly desirable for any marine environment especially marine electronics, and tinned copper wire is well known for its uses in marine technologies.
Tinned wires are also desirable for soldering as they make connections and soldering an easy task given tin is a primary component in solder. Tin also helps to strengthen the copper wire underneath, making it more resilient to breakage or lost connections while also boosting coppers conductivity.
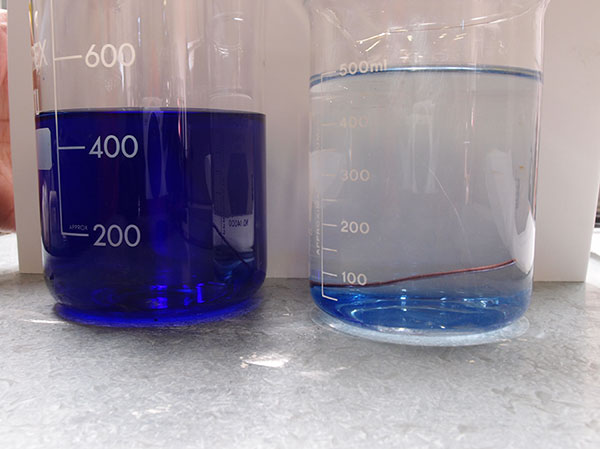
It is important to assess if the wire has been tinned correctly to a given standard, the Copper wire tinning test As per AS 1574:1996 Clause 2.8 is used to determine this.
As per AS 1574:1996 Clause 2.8, you need to report the mass of dissolved copper for tinned wire and for plain wire:
The mass of copper dissolved from the wire shall be determined colorimetrically, by comparison with the reference colour standard, and the mass loss shall not exceed 1 g/m2.
LMATS performs laboratory based chemical analysis using the tinning test. LMATS have proven procedures to undertake the Copper wire tinning test and undertake the Copper wire tinning test on behalf of our clients on a regular basis.
LMATS also performs copper wire testing for chemical composition As per AS 1574:1996 Clause 2.2 and uncoated wire as per Clause 3.7.6 and mechanical properties of copper wire as per As per AS 1574:1996 Clause 2.4 .

Contact LMATS Melbourne or Sydney testing laboratories for your chemical analysis or mechanical properties or copper wire tinning test assessment requirements.
Intergranular corrosion (IGC)
Titanium Intergranular Corrosion testing to (ASTM F2111)
This practice covers the procedures for testing and measuring intergranular attack (IGA) and end grain pitting on aircraft metals and alloys caused by maintenance or production chemicals.
If not properly qualified, chemicals and chemical processes can attack metals used during aircraft maintenance and production. It is important to qualify only processes and chemical formulas that do not have any deleterious effects on aircraft metallic skins, fittings, components, and structures.
This test procedure is used to detect and measure intergranular attack or pitting depth caused by aircraft maintenance chemical processes, hence, this test procedure is useful in selecting a process that will not cause intergranular attack or end grain pitting on aircraft alloys.
The purpose of this practice is to aid in the qualification or process conformance testing or production or maintenance chemicals for use on aircraft.
Some examples of maintenance and production chemicals include:
- organic solvents
- paint strippers
- cleaners
- deoxidizers
- water-based or semi-aqueous cleaners
- or etching solutions and chemical milling solutions.
LMATS is approved by BAE. UK to perform this type of corrosion resistance test by measuring Intergranular attack (IGA) and end grain pitting.
There are several types of tests to determine exact type of corrosion resistance property of any material. Some of the examples are resistance to Hydrogen Sulphide H2S cracking such as Sulphide stress cracking (SSC) , Stress oriented Hydrogen Induced Cracking (SOHIC), Hydrogen Induced Cracking (HIC), Step Wise Cracking (SWC), Soft Zone Cracking (SZC) etc. The tests are performed in accordance with ISO 15156 NACE MR0175.
Before these tests can be commenced, information such as material type/grade, shape, final form, field H2S pressure, pH values or client’s specification such as Region 1, 2 or 3 is required.
This test is used for the detection of free iron or any other anodic surface contaminants on stainless steel. The test is performed in a humidity cabinet capable of maintaining 97±3% humidity 38%±3°C for a minimum of 24 hours. The test sample is acceptable if there is no evidence of rust stains or other corrosion products after completion of the test. High Humidity test is performed in accordance with ASTM A380 and ASTM A967.
Talk to LMATS Melbourne or Sydney laboratory staff for your high humidity test requirements.
