LMATS offers a range of tube leak testing methods for heat exchangers, condensers and other tubular equipment, these methods being pressure and vacuum testing
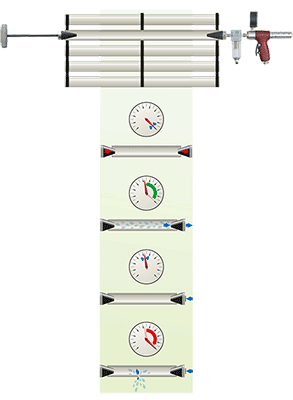
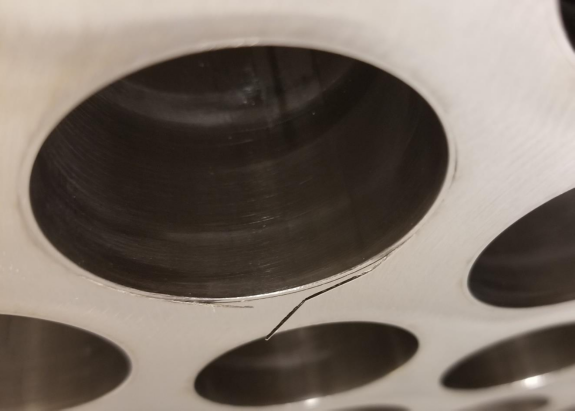
LMATS vacuum leak tester is a simple, precise method of testing tubes in boilers, condensers, and heat exchangers. It is the fastest, most accurate means of locating leaky tubes for plugging or replacement. Using a compressed air, the vacuum leak tester create a vacuum in a tube to a desired negative pressure (e.g. average of -0.6bar) on the vacuum gauge for at least 10 seconds. A non-variable reading on the gauge would indicate that the tube is not leaking. If the pointer on the vacuum gauge changes direction then a tube may have a through-wall discontinuity.
The LMATS methods of The tube leak inspection testing is very fast, convenient, effective and economical for general purpose heat exchangers and condensors such as air-air or air-water heating / cooling systems.
In areas where there is a requirement to test tubes in a volatile environment or where product contamination during testing is a concern LMATS makes use of a Vacuum inspection method for testing tubes for leaks.
- A FAST INSPECTION Without any preparation (except opening inspection hatches), the first tube of the Heat exchanger tube leakage test can be vacuum tested for leakage in less than a minute.
- Ultra sensitive technique compared to hydro-testing or handheld helium leak methods
- The smallest pinhole in a tube can be identified quickly using the vacuum tube testing method
- Intrinsically safe as it powered by compressed air the vacuum leak detector method of Heat exchanger tube leakage testing and detection does not use any volatiles during the testing process
- Faster than most other testing methods the heat exchanger is back online sooner thus saving downtime production costs
- Cost-effective method of heat exchanger tube vacuum leakage test
- Able to pinpoint leaks in individual exchanger tubes allowing fast repair and vessel turnaround
- Un-reactive with any contaminants remaining in an exchanger under vacuum test
- For water-sensitive processes this non-wetting vacuum tube test technique that eliminates the requirement to dry the heat exchanger before returning back into service
- No contamination of product with chemicals during the heat exchanger tube leakage test.
For more information on vacuum tube leak testing methods for heat exchangers, condensors and pressure vessels simply contact LMATS